Assentech has extensive experience in the supply, installation and servicing of tank equipment from all manufacturers, as well as a full understanding of the theory, standards and legislation that apply.

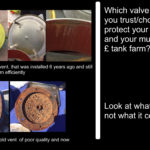
Every compliant tank farm needs to be able to demonstrate that its storage tank breather valves are functioning as effectively as possible. Each piece of equipment needs to be calibrated, leakage tested and certified as fully functional. The consequences of poor maintenance practices can be very expensive and, more importantly, dangerous. A visual inspection is just not good enough as assurance.
Our Engineers can leakage test, calibrate, service and certify all your breather vents to ensure all valves in your tank farm are safe, certified and functioning as effectively as possible.

Assentech checks 36 individual details when carrying out calibration and leakage testing for each pressure/vacuum breather vent and enters a total of 49 pieces of information on our certificates. No other company is as thorough in its search for the most efficient breather vent possible.
The key to reliable breather vent performance is structured regular checks. A full strip and removal from the tank every year is not necessary in most cases unless the application is extremely severe
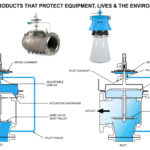
Conservation breather vents (Valves) perform an important role in the control of emissions to the environment, retention of product quality and reducing corrosion rates of the tank and surrounding equipment.
Breather vents only work at low pressures but due to the large surface area of breather vents the forces are huge so they are now being classified as a critical safety asset.
The industry has not been very closely regulated in the past and it is unusual to test a breather vent for leakage once it has been installed but legislation is now calling for detailed maintenance scheduling of all critical safety assets.
Breather vent performance is all about keeping the tank closed to the environment for the widest pressure band permitted by the tank design limits. To this end the vent must seal as closely as possible to the set point and then when open must flow at the required capacity before exceeding the maximum allowable working pressure. This is where quality breather vents show their value but is not a widely publicised fact by any of the manufacturers.
As more companies comply with ISO 14001, the focus on continual improvement can be relatively easy to achieve by reducing the leakage rate from storage tank vents.
According to ISO 28300 every vent manufacturer has to test each valve for leakage. In the work that Assentech has carried out using their own bespoke calibration test equipment, the vast majority of breather vents that are tested, do not meet this criteria.
An efficient breather vent safely conserves vapours up to the maximum allowable working pressure of the tank. Many tanks have nitrogen blanketing, Any loss of nitrogen is expensive and savings are immediate if the vent is serviced and tested correctly.
Real life example ; Assentech assisted a customer with annual nitrogen costs in excess of £250k. With calibrated breather vents and blanketing gas regulators we saved the customer £90k in the first year following completion of our work which cost less than £15k.
Assentech service and maintain Breather Valves (vents) from all manufactures.
Breather Valves Services offered by Assentech :
- Level 1 (Service Code: BV01):
Inspection and clean. We follow a check-list of items beginning with a ‘health check’ and tool box chat with the client at their premises to check that the vent is sized and set to within the tank design parameters. If this is not the first visit we ask if anything has changed since the last inspection. Changes affecting the performance of the vent could include an increase in pump size or changes to the stored media. We then remove all internal components and inspect them for wear, corrosion and overall condition. This includes a detailed review of the weight package, soft goods and seat faces. All debris is removed from the body and the vent is reassembled and wire locked. A report is written detailing vent identifications, settings, Service Engineer, items checked and general observations made.
- Level 2 (Service Code BV02):
All elements detailed in level 1 plus the vent will be removed from its location. We begin with a review of the original manufacturers test certificate if it is available. If not we calculate the required setting package weight using first principles which is backed up by a physical relief test. We visually inspect the soft goods and overall condition of the weight package. This is followed by a check of the physical weight of the weight package assembly using calibrated scales noting the optimum weight compared with the actual weight recorded. We then reassemble the vent and mount it onto our mobile calibrated leakage test rig and record the leakage rates in accordance with ISO 28300. All performance figures are recorded on a test certificate.
- Level 3 (Service Code: BV03):
Generally done at the Assentech workshop. All activities to be done in accordance with level 2 above but a new nameplate is fitted and the option to change the vent set point is available.
Additional services include painting of steel vents to a number of corrosion resistant finishes, gel coating of fibreglass vents and fitting opening sensors.


BREATHER VALVES – VENTS / FROM LEGISLATING COMPLIANCE PERSPECTIVE
From a legislative compliance perspective, when a breather vent is installed on a tank it has to perform according to the Standard to which the tank was built, ie, tanks are likely to be designed…
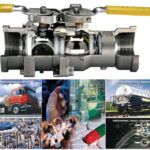
Related pressure and vacuum safety-relief products

- Assentech have extensive experience in the supply, installation and servicing of tank equipment from all manufacturers, as well as a full understanding of the theory, standards and legislation that applies.
- Assentech supply all Groth's Product Range ( We are the UK'S Exclusive Supplier for Groth Corporation).

If you or your team want to know more about Tank Venting or get up to speed with the latest changes to API2000 we will be happy to run a technical seminar or lunch and learn session for you. We make no charge for the sessions for end users or groups of 5 or more people.
Some of our customers testimonials
 Assentech- pilot operated pressure relief valves service and calibration
Assentech- pilot operated pressure relief valves service and calibration
After conducting a Third Party Witness Inspection, I was most impressed with Ewart and his team, their professionalism, and product knowledge I found to be excellent.
Ian Johnston
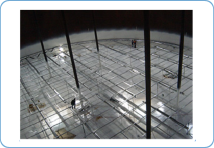
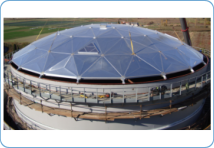 Assentech- Geodesic Dome Installation
Assentech- Geodesic Dome Installation
Assentech were subcontracted to assemble and install a 25m geodesic dome for Shaft G on the Lee Tunnel project. My experience with Assentech from pre-contract through to assembly has been very positive. Unlike other subcontractors I have experienced on this project, Assentech had a very positive attitude to producing the level of documentation required for a project of this scale. Leading to a high quality pre construction packaged approved in a timely manner. The communication regarding the manufacturing process was first class allowing us to easily plan our works and prepare the site. Dome assembly was carried out very efficiently and completed to programme. The task was correctly resourced and well supervised. The work force had a positive attitude and carried out the task safely. In summary from my perspective it has been a very easy subcontract to manage with a high quality finished product.
Robert Colthorpe
 Assentech wins supplier excellence award from Eastman Chemicals
Assentech wins supplier excellence award from Eastman Chemicals
We were extremely pleased with the level of service and professionalism demonstrated by Assentech, right from our initial enquiry, through delivery and post installation. As a recipient of only two of these awards made by Eastman Chemical Company in the UK, based on performance in 2014, Assentech are rightly proud of their achievements.
 Assentech-IFR Installations at Vopak, Teesside
Assentech-IFR Installations at Vopak, Teesside
As you said “you delivered what it said on the tin”. On time and on budget. Your up front engineering to determine the suitability of your product for our application was second to none, i have not seen anyone else in the industry pay as much attention to detail before you get the purchase order number as Assentech.
Garry Lee
Assentech-IFR Installations at Navigator Terminals
Assentech have supported our Navigator Terminal (formerly known as Vopak Teesside) on two important projects by providing technical assistance and supplying and fitting a total of 11 Internal floating roofs. Both projects have been completed on schedule and on budget. Assentech have provided an excellent level of experience and front end engineering support with high quality drawings and documentation. Their specialist on site labour have worked collaboratively with us and Assentech have proven to be open, honest and flexible partners.
We have experience of both their Heavy Duty Pontoon type and Full Contact IFR’s and we continually monitor operation and performance of all lFR units Installed on site and consider the Assentech supplied Matrix brandto be the best in the market with exceptional build quality and rigidity. Our clients have inspected the installations and have always remarked upon the build quality and have been impressed with their strength in fully supporting up to four people without noticeable deformation. The design and construction of their stainless steel shoe seals continue to prove to operate excellently with no noticeable reduction in performance or flotation ability over the time since Installation.
Assentsch have proven to be extremely competitive on price and their installation and inspection activities have always been thorough. Navigator therefore have no hesitation in recommending Assentech to other companies considering their services.
Brian Beddow