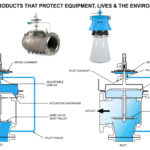
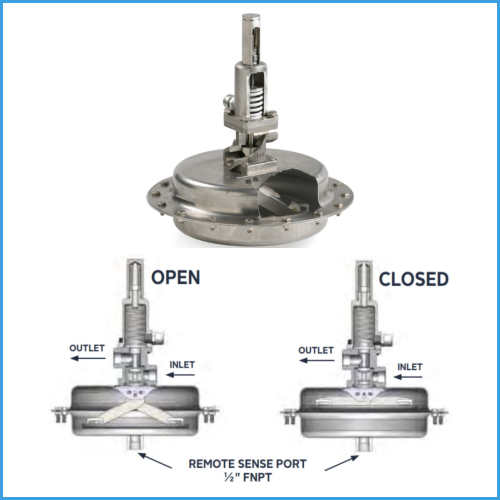
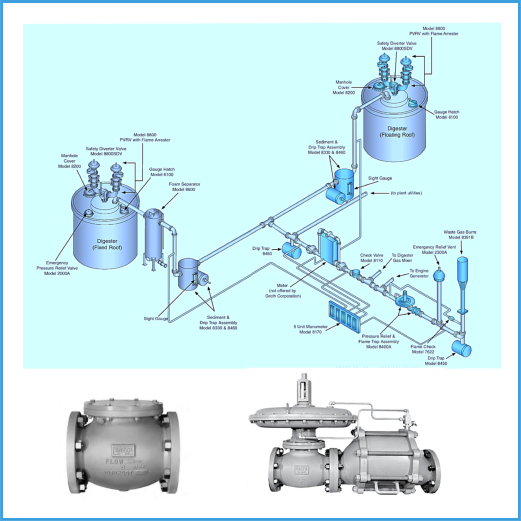
Certifying Breather Valves (PVRV) for leakage and calibration in accordance with API 2000 / ISO28300
 for leakage and calibration in accordance with API2000 Edition VI")
Testing valves in accordance with internationally recognised standards is key to structuring an effective asset management programme. Effective maintenance teams use API2000 (which is also co-branded ISO28300:2008). This document is also reflected in EN14015.
Some quality breather vent manufacturers have always certified production vents for leakage and calibration, however, many manufacturers still do not follow the standards in the race to be the cheapest supplier. Some offer it as an additional cost option whereas the really low-cost suppliers offer no individual certificates at all.
This is a sad indication of how unregulated the tank venting industry is at present.
We are seeing improvement as operators come under closer scrutiny by the Authorities. They are learning the value of asset registering, documenting and certifying breather vents, but there’s still a long way to go.
This is a true case of caveat emptor ‘buyers beware’. It’s important for the buyer to check what certification is supplied with a breather vent because if an incident occurs or a vapour cloud ignites, the HSE will want to see documentary evidence proving the vent was fit for purpose, regularly inspected and maintained. Leak tightness is now the hot topic in the industry.
Operators are more frequently asked to demonstrate functional testing of breather vents. Cheap vents that were not originally designed to meet current standards are unlikely to achieve the required legislative limits.
In addition, Responsible Facilities Manager’s must ensure any service provider coming to the site can follow a written scheme of examination for breather vents and flame arresters. It is important for all parties to understand the testing regime and its intended purpose.
All the vents Assentech supply are supplied with leakage and calibration certificates in accordance with ISO 28300 or API 2000. read more….OUR QUALITY IS YOUR PEACE OF MIND.
HERE ARE THE TOP QUESTIONS ASSENTECH HAS COME UP WITH TO HELP BUYERS MAKE THE RIGHT (AND SAFE) CHOICES:
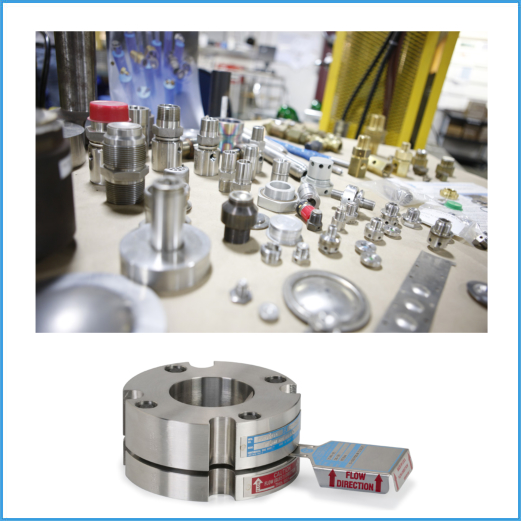
- Ensure the vents are supplied with leakage and calibration certificates. Leakage testing is now part of ISO 28300 or API 2000. Most manufacturers supply only calibration certificates (not including the leakage tests) which are now technically in contravention of API 2000. Testing each vent takes a minimum of 1 hour at the factory and is not something most manufacturers include with every vent. It is usually a cost adder option but we include it in our basic price.
- Air cushioned pallets? (This will increase the valves sealing ability = better safety/air quality)
- Ensure your breather vent has a current pressure and vacuum leakage test certificate which is stipulated by industry Standard, ie, for vents up to 6″ this is 0.5 SCFH at 75% of set point.
- What do the weights look like and what are they made of? Sounds strange but if they are just lumps of lead they will not have the weight distributed evenly = leakage risk. We regularly come across food industry applications with lead weights fitted to vents.
- Preferably FEP Teflon diaphragms to ensure maximum performance.
- Ensure Manufacturers perform leakage test on the vacuum port in addition to the pressure port.
- Are the seats and pallets of a robust enough material (e.g. SS316) to cope with any environmental impacts and wear? (for example, an Aluminium valve with an aluminium seat and pallet will wear out much quicker than an aluminium valve with SS316 seat and pallet at a marginal difference in cost)
- For applications within the pharmaceutical, food and drink industries Valves must be supplied with stainless steel weights. This is more expensive to supply than lead but lead is obviously a big problem for applications within the pharmaceutical, food and drink industries. Do we really want a risk of ingestion?
- Ensure the cover bolts are on the outside of the seal. This is a leakage path and the reason why few other manufacturers certify leakage rates.
- Ensure pipe-away vents include drains behind the outlet flange. We have experienced many cases where the outlet pipes trail upwards and do not self-drain. This creates the risk that the pressure pallet can freeze onto its seat as it is constantly immersed in condensate.
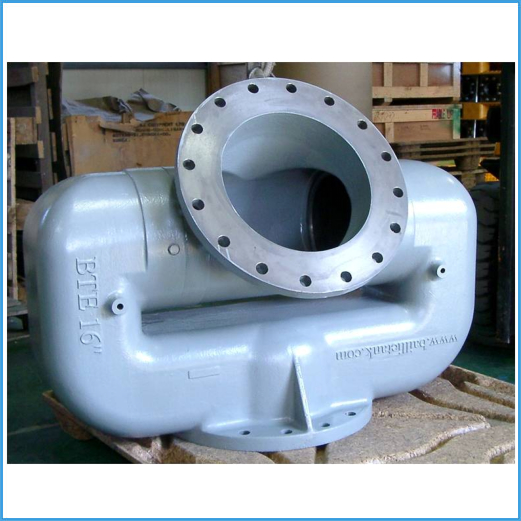
- Many vents on the market are fabricated, not cast. This can create corrosion issues.
- Does your supplier really understand your application and is not just interested in getting the sale quickly? Can they offer you sound advice, reliable performance data and detailed product specification sheets? If the supplier shows no interest in the application and says ‘a vent’s a vent’ – walk away! Your staff and your facility are too precious to place into the hands of suppliers that just want your PO number. It takes extra effort, but talk to a few suppliers and compare the advice you get. You’ll know when you are dealing with someone who knows what they are talking about.
- Have you had enough advice to ensure that each valve is adequately sized and delivers the right flow for the conditions it is installed in? (We’ve all heard of sucked in tanks! £££s)
- If it’s a Flame Arrestor, is it specified to the correct Gas Group for your process? (These have changed in the past few years and products such as ethanol now come under the more rigorous Gas Group IIB1)



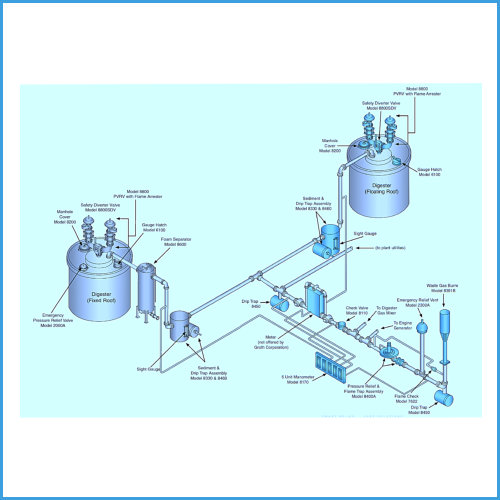
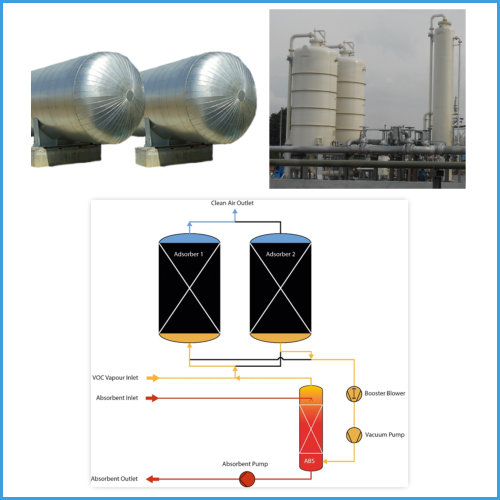
 are important devices which are used to reduce Vapour loss from volatile liquids stored in fixed roofs tanks")

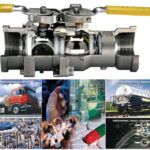
Assentech supply, install and service full range of storage tank and fluid transfer equipment in the UK and Europe.







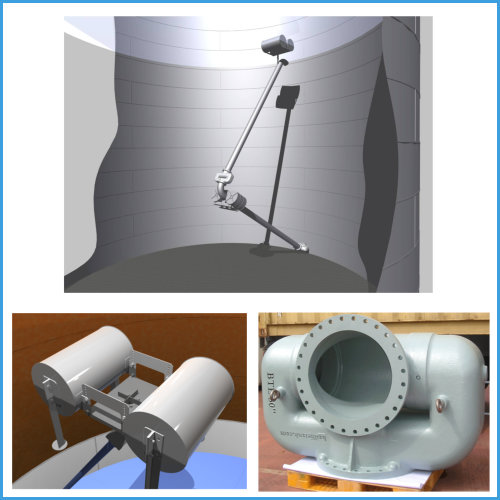
At Assentech, we supply a broad range of services to the fluid process, transfer and storage industries.
We provide technical assistance, installation and maintenance for all of the products we offer, as well as for similar equipment from 3rd party manufacturers.






 Assentech- pilot operated pressure relief valves service and calibration
Assentech- pilot operated pressure relief valves service and calibration
After conducting a Third Party Witness Inspection, I was most impressed with Ewart and his team, their professionalism, and product knowledge I found to be excellent.
 Assentech- Geodesic Dome Installation
Assentech- Geodesic Dome Installation
Assentech were subcontracted to assemble and install a 25m geodesic dome for Shaft G on the Lee Tunnel project. My experience with Assentech from pre-contract through to assembly has been very positive. Unlike other subcontractors I have experienced on this project, Assentech had a very positive attitude to producing the level of documentation required for a project of this scale. Leading to a high quality pre construction packaged approved in a timely manner. The communication regarding the manufacturing process was first class allowing us to easily plan our works and prepare the site. Dome assembly was carried out very efficiently and completed to programme. The task was correctly resourced and well supervised. The work force had a positive attitude and carried out the task safely. In summary from my perspective it has been a very easy subcontract to manage with a high quality finished product.
 Assentech wins supplier excellence award from Eastman Chemicals
Assentech wins supplier excellence award from Eastman Chemicals
We were extremely pleased with the level of service and professionalism demonstrated by Assentech, right from our initial enquiry, through delivery and post installation. As a recipient of only two of these awards made by Eastman Chemical Company in the UK, based on performance in 2014, Assentech are rightly proud of their achievements.
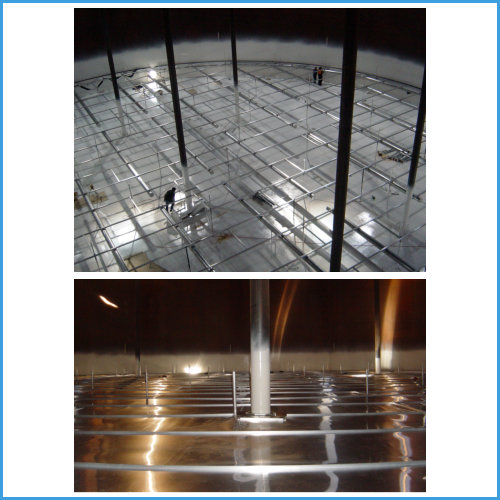
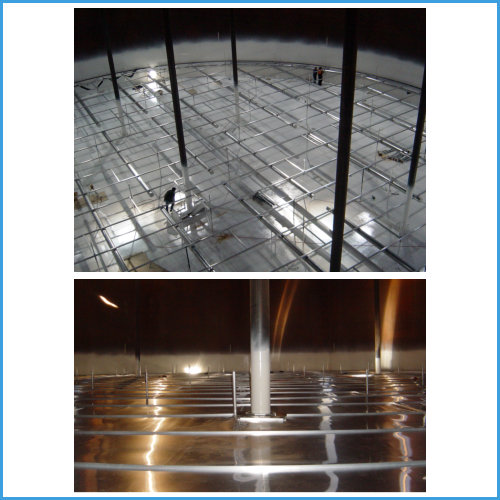
 Assentech–IFR Installations at Vopak, Teesside
Assentech–IFR Installations at Vopak, Teesside
As you said “you delivered what it said on the tin”. On time and on budget. Your up front engineering to determine the suitability of your product for our application was second to none, i have not seen anyone else in the industry pay as much attention to detail before you get the purchase order number as Assentech.
Assentech–IFR Installations at Vopak, Teesside
Assentech have supported our Navigator Terminal (formerly known as Vopak Teesside) on two important ~
projects by providing technical assistance and supplying and fitting a total of 11 Internal floating roofs. Both projects have been completed on schedule and on budget. Assentech have provided an excellent level of experience and front end engineering support with high quality drawings and documentation. Their specialist on site labour have worked collaboratively with us and Assentech have proven to be open, honest and flexible partners.
We have experience of both their Heavy Duty Pontoon type and Full Contact IFR’s and we continually monitor operation and performance of all lFR units Installed on site and consider the Assentech supplied Matrix brand to be the best in the market with exceptional build quality and rigidity. Our clients have inspected the installations and have always remarked upon the build quality and have been impressed with their strength in fully supporting up to four people without noticeable deformation. The design and construction of their stainless steel shoe seals continue to prove to operate excellently with no noticeable reduction in performance or flotation ability over the time since Installation.
Assentsch have proven to be extremely competitive on price and their installation and inspection activities have always been thorough. Navigator therefore have no hesitation in recommending Assentech to other companies considering their services.